技術センター

Motorbacs 技術センター設立
Modo Technology Centerを2022年4月に設立、現在80名以上の専門技術者を擁しています。プロジェクト部門とエンジニアリング技術部門で構成されます。
プロジェクト部門は、審査、新規開発、量産管理、サプライヤー開発の4構成を担います。エンジニアリング技術部は、モデリング・解析から金型・治工具技術、ライン計画、製造技術、工程標準化、試験研究に細分化し高度な技術支援体制とっています。
製品設計、解析、試作・金型開発、生産ラインの実装、新規案件の開発、量産管理、原価低減、リソース最適化の広範なバリューチェーンを単一組織内に集約させ、当社の技術中枢として競争力のある製品開発を行います。




設計能力
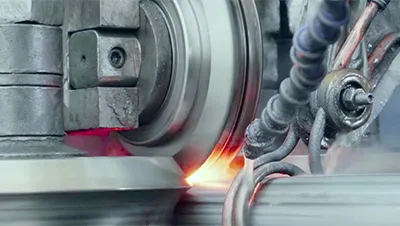
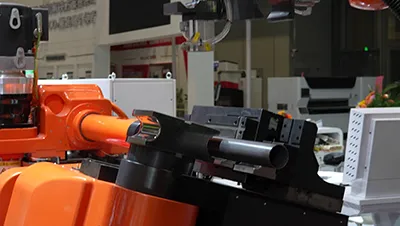
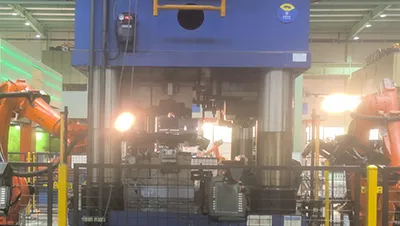
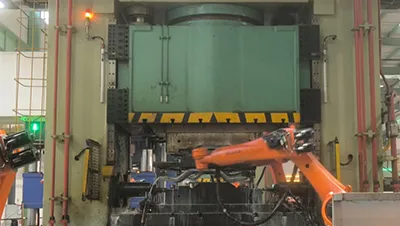
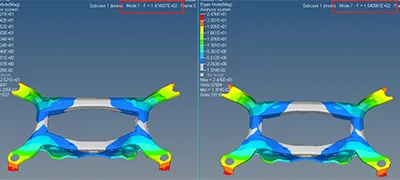
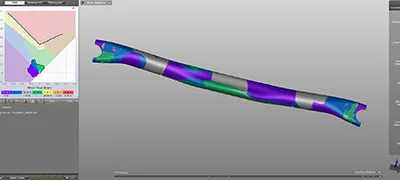
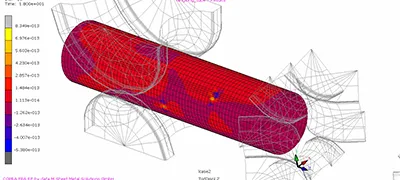
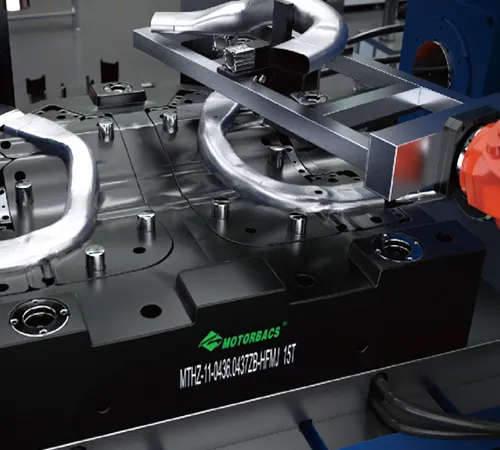
設計専門部門では、シャシーのトーションビームおよびトレーリングアームのプロジェクトは累計200セットに達します。CAE解析や3Dモデリング、ハイエンド・サーフェスデザインに精通しています。門形マシニングセンタ3台、高速ミーリング加工機2台、立形マシニングセンタ14台、CNC旋盤2台、ワイヤーカット放電加工機3台を完備します。熱処理および5軸加工を除くすべての金型・治工具の製作・加工を豊富なリソースで自社一貫生産を構築しています。