






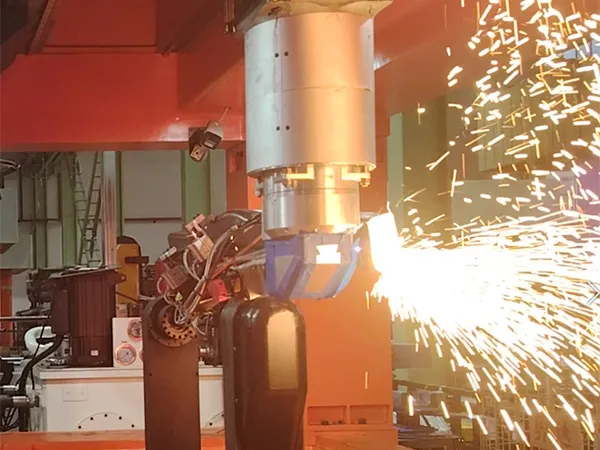
3次元レーザー加工機(切断加工、16軸2ステーション)
2基の6軸レーザー切断ヘッドと4基の回転軸を統合した、ロボットベース3次元レーザー切断加工システム
当社の3次元レーザー加工機は、異形管、自動車車体部品、ホットスタンプ材や特殊形状金属プロファイルなど、複雑な金属部品の高精度加工向けに設計されています。
多軸協調制御と2基の独立レーザー切断ヘッドにより、精度を維持しながら複数箇所を同時加工でき、生産効率を大幅に向上させます。直感的な操作パネルと拡張された加工条件データベースにより、切断経路の調整や変更も容易です。さらに、2ステーション・多軸レイアウトの採用により、工場全体の生産能力を飛躍的に向上させます。
| 項目 | | | | | | | | | | | | | | | | |
| ストローク | 2950 mm | 2950 mm | 1380 mm | 1380 mm | 730 mm | 730 mm | ±180° | ±180° | ±180 | ±180° | ±135 | ±135° | NX360° | NX360° | ±10 mm | ±10 mm |
| 最大速度 | 120 m/min | 120 m/min | 80 m/min | 80 m/min | 120 m/min | 120 m/min | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 20 m/min | 20 m/min |
| 最大加速度 | 10 m/s² | 10 m/s² | 10 m/s² | 10 m/s² | 10 m/s² | 10 m/s² | 25 rad/s2 | 25 rad/s2 | 25 rad/s2 | 25 rad/s2 | 125 rad/s2 | 125 rad/s2 | 125 rad/s2 | 125 rad/s2 | 10 m/s² | 10 m/s² |
| 繰返し位置決め精度 | ±0.025 mm | ±0.025 mm | ±0.015 mm | ±0.015 mm | ±0.015 mm | ±0.015 mm | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.025 mm | ±0.025 mm |
| モーター出力 | 5 kW | 5 kW | 5.5 kW | 5.5 kW | 5.5 kW | 5.5 kW | 0.62 kW | 0.62 kW | 0.62 kW | 0.62 kW | 0.37 kW | 0.37 kW | 0.75 kW | 0.75 kW | 0.2 kW | 0.2 kW |
| レーザー出力 | 6000 W | |||||||||||||||
| 大治具積載質量 load | 100 kg (※治具重心が軸中心から200 mmの場合) | |||||||||||||||
| 外形寸法 (L × W × H) | 6800×4300×5200 mm | |||||||||||||||
| 機械総質量 | 約 30 トン | |||||||||||||||
当社の3次元レーザー加工装置は、炭素鋼、ステンレス鋼、チタン合金、アルミニウム合金の精密加工において、自動車製造、航空宇宙、鉄道車両、医療機器、および板金加工などの幅広い業界で採用されています。

異形管状部品
自動車用シャシー部品、オートバイフレーム、自動車排気系システム、およびフィットネス機器。
プレス車体および外板部品
自動車車体パネル、金型試作部品、車両キャビン、および新エネルギー車(NEV)部品。

ホットスタンプ材 / 熱間プレス部品
ルーフクロスメンバー、アンダーボディ構造部品、サイド補強パネル(Aピラー、Bピラー、Cピラー)、およびフロントバルクヘッド。

独立2系統加工制御
従来の5軸3次元レーザーシステムの多くは単一の切断ヘッドに依存しており、異形管の加工完了までにワークの「段取り替え」が必要となり、精度低下の要因となっていました。当社の3次元レーザー加工機では、2基の独立した切断ヘッドと、16軸構成および4基の外部回転軸を組み合わせることで、複雑な部品のワンチャック加工(1回の段取りでの全加工)を実現します。これにより、位置決め誤差を排除し、極めて安定した高い切断精度を維持します。

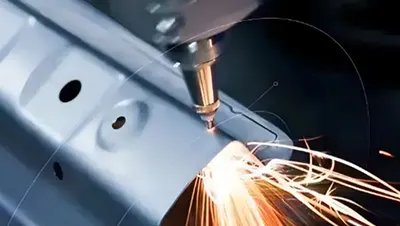
高速デュアルパス追従制御
レーザー切断時には、切断ヘッドと材料表面との距離を常に一定に保つ必要があります。材料表面の高さが変化すると、切断ヘッドもその変化に応じて動作しなければならず、そうしないと切断品質に影響が生じます。本システムは、FANUC(ファナック)製の高速追従制御(HSP)を採用しており、材料表面の変化に応じて切断ヘッドが瞬時に位置を補正します。これにより、切断ギャップを加工全体にわたって安定に維持することが可能です。
高効率なプログラミング
- レーザー加工機本体と実ワーク位置は、ソフトウェア上で1:1のデジタルツインとして構築されます。治具完成前や、時間を要する実機での3点ティーチング(位置合わせ)を行う前でも、オフラインでプログラム作成と検証を開始できます。
- 5軸プログラミングには全自動経路最適化機能が統合されており、干渉リスクや軸ストロークの限界を事前に回避。これにより、プログラム作成の複雑さを軽減し、作業効率と安全性を向上させます。
- 動作シミュレーションにより、切断ヘッド・治具・関連部品の軌跡を含むスイープボリュームを生成。干渉領域の特定が容易となり、実加工スペースに最適な治具設計を支援します。

独立2系統の加工条件設定
デュアルチャネル制御により、切断経路ごとに独立した設定が可能です。各チャネルは最大30パターンの加工条件パラメータを保存でき、状況に応じたプロセス調整も容易に行えます。レーザー出力波形制御により、コーナー部のドロスや過熱リスクを抑制し、複雑形状でも均一な品質を維持します。また、加工レベルは1~10の範囲で設定可能(高レベル=精度優先、低レベル=速度優先)で、同一管材に対して部位ごとに異なる加工レベルを適用し、速度と精度の最適バランスを実現します。

高効率な2ステーション自動加工
2つのステーションとロボットによる自動搬送(ロード/アンロード)システムにより、設備の連続稼働を実現。手作業による材料ハンドリングを削減し、段取り時間を大幅に短縮します。