レーザー溶接ハイテン鋼管
新エネルギー自動車のシャシーおよび軽量構造部品向け高張力鋼管





800MPa超級ハイテンのロール成形および高速溶接に対応
- 低変形と高精度
高張力鋼のレーザー溶接により、熱歪みを極小化し、優れた寸法精度と接合強度を達成。後熱処理を省略できるため、工程短縮と省エネに貢献します。 - NEVシャシーの軽量化と高機能化
レーザー溶接ハイテン鋼管の採用により、10〜30%の軽量化を実現。同時に、強度・剛性・疲労特性が30〜50%向上します。 - NEV普及に伴う需要拡大
世界的な新エネルギー車の普及加速に伴い、レーザー溶接ハイテン鋼管の需要は持続的な成長が見込まれています。
レーザー溶接ハイテン鋼管
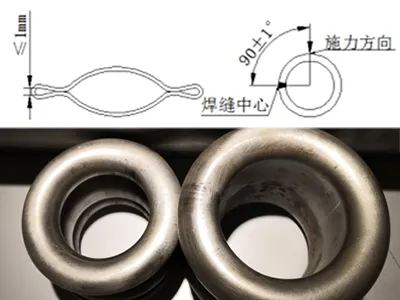
性能検査:扁平試験 / フレア試験
- 扁平試験: 圧縮板間の規定距離は「2T + 1 mm未満(※Tは肉厚)」、国家規格(※必要に応じて規格名を追記)要件では「板間距離=管外径の1/3」。両基準に基づき、溶接部に亀裂、破断、溶接欠陥が認められないこと。
- フレア試験: 長さ200〜300mmの試験片を切り出し、専用金型を用いて180°のつば出し成形を実施。
- 合格基準: 管壁の外側へのつば出し加工において、破断や亀裂が生じないこと。
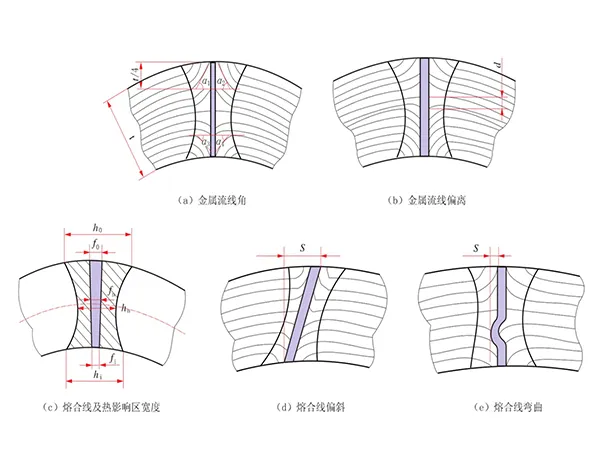
金属組織評価:溶融線(ボンド線)
- 日本製鉄規格幅: 0.02–0.20 mm
- ドイツ規格幅: 0.02–0.12 mm
- 韓国PSP 規格幅: 0.05–0.30 mm
- 自社基準: 溶接部の溶融線幅 0.02–0.11 mm(100倍の顕微鏡下にて鏡検)
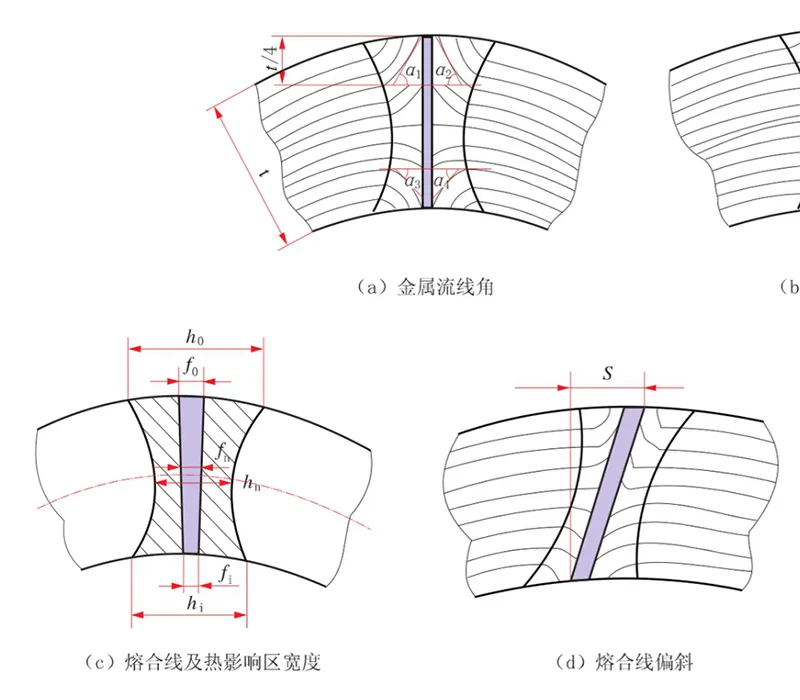
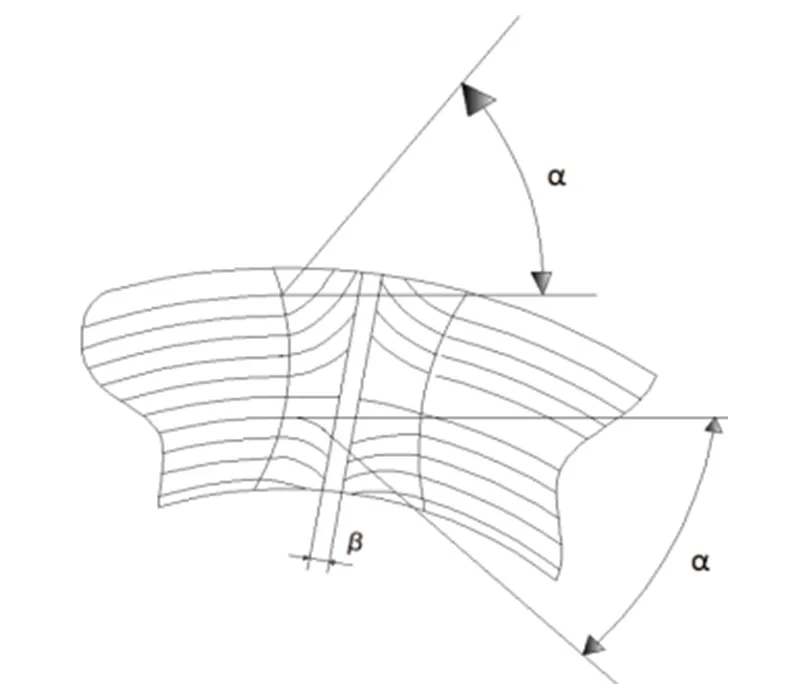
金属組織検査:メタルフロー角度
- 日本製鉄規格要件: 40°–70°
- ドイツ規格要件:内壁 60°、外壁 65° (許容差10°以内)
- 自社管理基準: 溶融部のメタルフロー角度 50°–70° の範囲内